
Chii chinonzi welding kupinda?Zvinoreva kunyungudika kunyungudika kwesimbi yepasi kana kumberi weld bead pachikamu chemuchinjikwa wejoint yakasungwa.
Welded majoini anosanganisira: weld seam (0A), fusion zone (AB) uye kupisa kunokanganisa nzvimbo (BC).
Danho 1: Sampling
(1) Kucheka chinzvimbo chewelding yekupinda sampuli: a.Dzivisa kutanga nekumisa zvinzvimbo
b.Cheka pa 1/3 ye weld scar
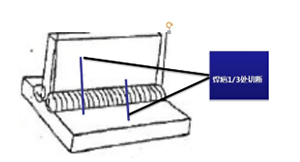
c.Kana kureba kwevanga re weld kuri pasi pe20mm, cheka pakati pevanga re weld.
(2) Kucheka
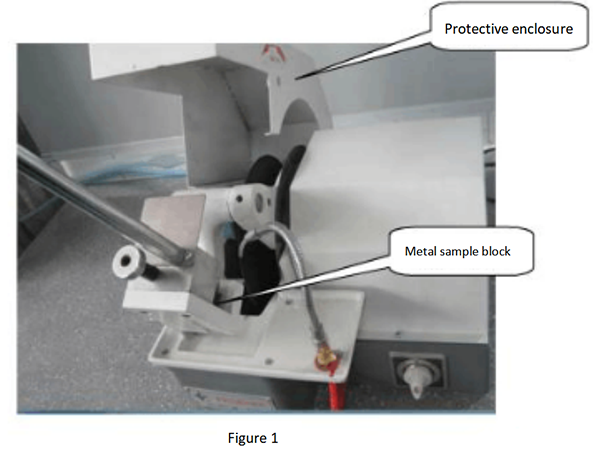
A. Batanidza magetsi uye tarisa kana midziyo yekuyera inosangana nezvinodiwa zvekuedzwa;Sezvinoratidzwa muMufananidzo 1, vhura imba yekudzivirira yemetallographic yekucheka muchina uye isa simbi yemuenzaniso block kuti iedzwe.
(Cherechedza: Iva nechokwadi chekugadzirisa simbi yesimbi zvachose!)
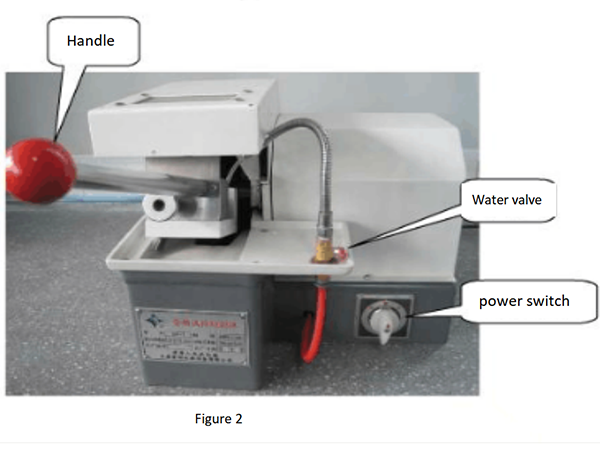
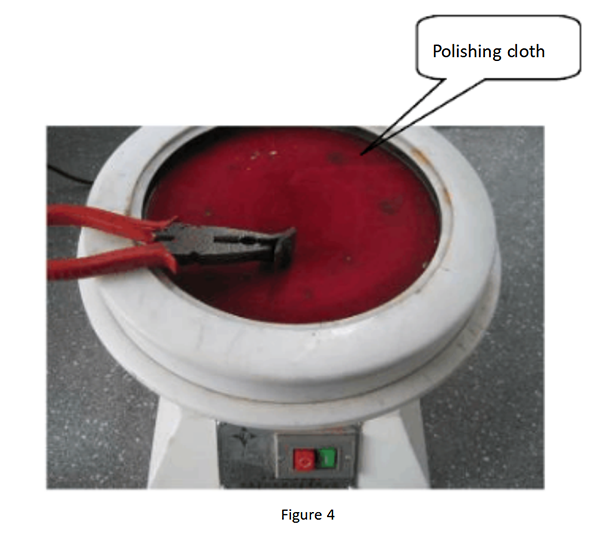
b.Sezvinoratidzwa muMufananidzo 2, vhara goko rekudzivirira remetallographic yekucheka muchina, vhura vharuvhu yemvura, uye vhura switch yemagetsi;Bata mubato wemetallographic yekucheka muchina uye zvishoma nezvishoma uchitsikirira pasi kuti ucheke sampu yesimbi.Mushure mekucheka, kureba, hupamhi uye kureba kwesimbi sampuli ichave isingasviki 4mm;Vhara vharuvhu yemvura, dzima simba, uye tora sampu yesimbi.
b.Sezvinoratidzwa muMufananidzo 2, vhara goko rekudzivirira remetallographic yekucheka muchina, vhura vharuvhu yemvura, uye vhura switch yemagetsi;Bata mubato wemetallographic yekucheka muchina uye zvishoma nezvishoma uchitsikirira pasi kuti ucheke sampu yesimbi.Mushure mekucheka, kureba, hupamhi uye kureba kwesimbi sampuli ichave isingasviki 4mm;Vhara vharuvhu yemvura, dzima simba, uye tora sampu yesimbi.
Danho rechitatu: Corrosion
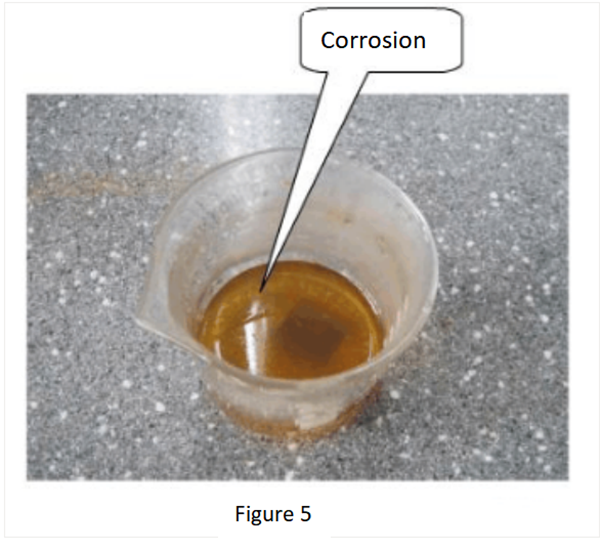
(1) Sezvinoratidzwa mumufananidzo 5, shandisa doro rakazara uye nitric acid kugadzirira corrosion solution (3-5% nitric acid nedoro) mumukombe wekuyeresa, isa sampu yesimbi mumushonga wekuora kana kushandisa bhurasho diki kugeza. iyo yakachekwa pamusoro pekuora.Nguva yekuora inenge 10-15 seconds, uye chaiyo corrosion effect inoda kuongororwa nemaziso.
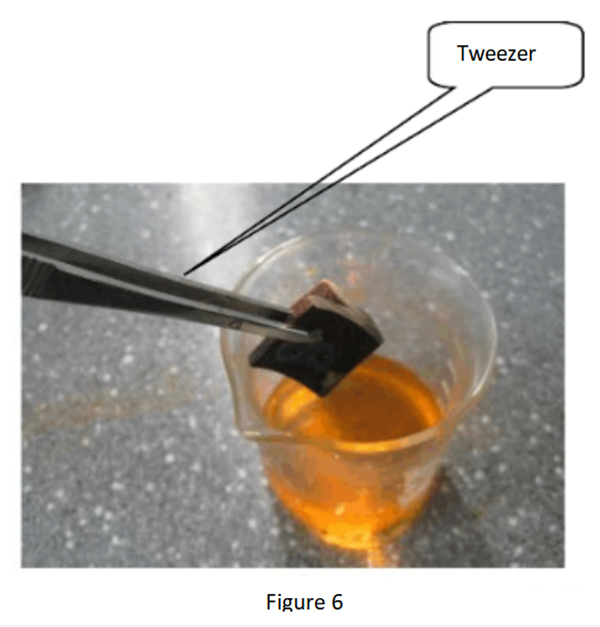
(2) Sezvinoratidzwa mumufananidzo 6, mushure mekuora, tora simbi yemuenzaniso block ine tweezers (chinyorwa: usabate mvura inoora nemaoko), uye chenesa mushonga wekuora pamusoro pesimbi yemuenzaniso block nekuchenesa. mvura.
(1) Kufuridza kuoma
Nhanho 4: Kuongorora nzira yekupinza welding
| T (mm) ndiko kukora kweplate | |||
| Old benchmark | New benchmark | ||
| Ndiro ukobvu | Penetration datum | Ndiro ukobvu | Penetration datum |
| ≤3.2 | Pamusoro pe0.2 * t | t≤4.0 | Pamusoro pe0.2 * t |
| 4.0<t≤4.5 | Pamusoro pe0.8 | ||
| 3.2 ~ 4.5 (Kusanganisira 4.5) | Pamusoro pe0.7 | 4.5<t≤8.0 | Pamusoro pe1.0 |
| t=9.0 | Pamusoro pe1.4 | ||
| >4.5 | Pamusoro pe1.0 | t≥12.0 | Pamusoro pe1.5 |
| Ongorora: Kuiswa kwendiro yakatetepa nendiro gobvu kunobva pandiro yakatetepa | |||
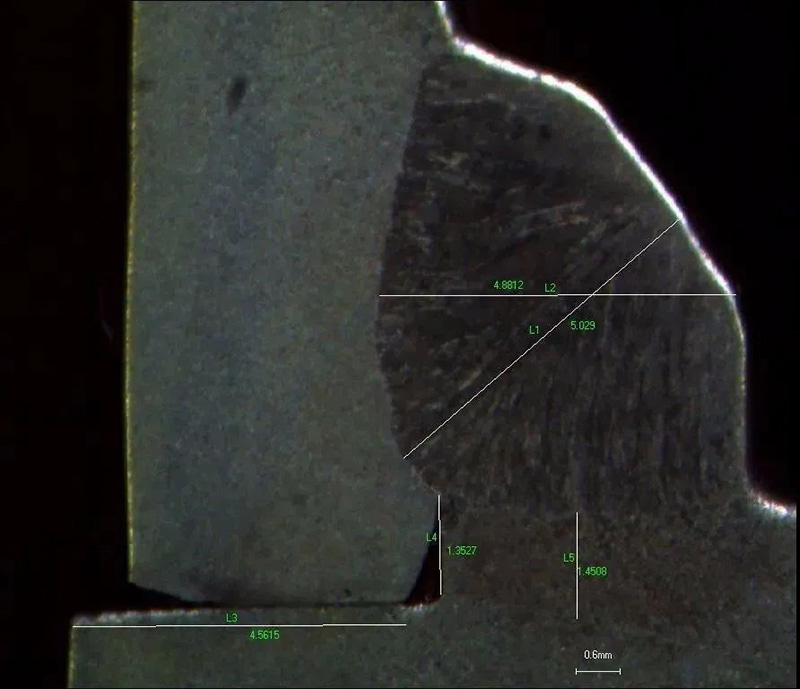
(1.2) Welding penetration datum (ine kureba kwegumbo kunoratidza kupinda)
| L (mm) ndiko kureba kwetsoka | |
| Kureba kwetsoka | Penetration datum |
| L≤8 | Pamusoro pe0.2 * L |
| L>8 | pamusoro 1.5mm |
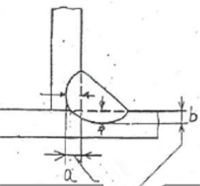
(2) Welding yekupinda kuyerwa (chinhambwe a uye b kupinza kwewelding)

(3) Zvishandiso zvekuongorora zvekupinza welding
Nhanho 5: Chirevo chekuongorora chekupinda kwewelding uye kuchengetedza masampuli
(1) Welding yekupinda yekuongorora report:
a.Kuwedzerwa kwechidimbu chechidimbu chechidimbu chechikamu chakaongororwa
b.Maka nzvimbo yekuyera yekupinza welding mudhayagiramu
c.Data kuwedzera
(2) Mitemo pamusoro pekuchengetedza welding yekupinda masampuli:
a.Kuchengetedza kwezvikamu zveS frame kwemakore gumi nematatu
b.General zvikamu zvichachengetwa kwemakore matatu
c.Kana neimwe nzira yakatsanangurwa mudhirowa, ichaitwa zvinoenderana nezvinodiwa zvekudhirowa
(Iyo yekupinda yekuongorora nzvimbo inogona kunamira neyakajeka adhesive kunonoka kuita ngura)
Nguva yekutumira: Zvita-22-2022